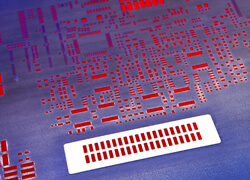
Durch die zunehmende Miniaturisierung der Bauteile spielt der Lotpastendruck bei der SMD-Fertigung eine immer entscheidendere Rolle. Das Auslöseverhalten der Paste hängt dabei maßgeblich von der Oberflächengüte der Metallschablone ab.
Durch die zunehmende Miniaturisierung der Bauteile spielt der Lotpastendruck bei der SMD-Fertigung eine immer entscheidendere Rolle. Das Auslöseverhalten der Paste hängt dabei maßgeblich von der Oberflächengüte der Metallschablone ab.
Das Elektropolierverfahren bietet die Möglichkeit, die Oberflächenqualität in den Durchbrüchen reproduzierbar zu verbessern: Mikrorauigkeiten werden auf teilweise unter 1 µm verringert, Padkanten werden vollständig entgratet und die Oxidschicht wird von der Padwandung entfernt.
Das Verfahren
In einer flachen Wanne wird unter Verwendung eines aufgeheizten Elektrolyten zwischen Anode (Unterlage und Schablone) und Kathode (Polierkopf) ein elektrisches Feld erzeugt. Durch den elektrischen Ladungsaustausch zwischen metallischem Werkstück und flüssigem Elektrolyten erfolgt eine elektrochemische Abtragung des Werkstoffs im µ-Bereich.
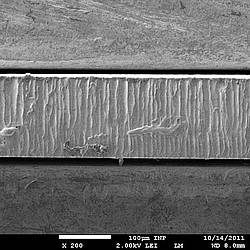
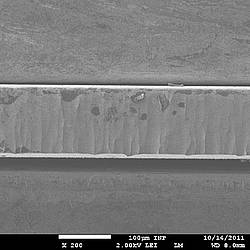
Die Ergebnisse des Elektropolierverfahrens im Vergleich zur Referenzprobe zeigen sich in den elektromikroskopischen Aufnahmen des Durchbruchs: